




Hög lastkapacitet Stål CNC M1, M1.5, M2, M2.5, M3 Skjutgrindskuggstångsförlängning



Applikationsindustri
1. Parametrar för kuggstång
1. Material: Kolstål, rostfritt stål, aluminiumlegering, plast, mässing etc.
2. Modul: M1, M1.5, M2, M3, M4, M5, M6, M7, M8 etc.
3. Tryckvinkeln: 20°.
4. Ytbehandling: Förzinkad, förnicklad, svartoxiderad, karburering, härdning och anlöpning, nitrering, högfrekvensbehandling etc.
5. Produktionsmaskiner: Kugghjulsformare, fräsmaskin, CNC-svarv, fräsmaskin, borrmaskin, kvarn etc.
6. Värmebehandling, karburering och kylning.
2. Kuggstång i portalsystem

I ett portalsystem används en kuggstång, även känd som enkuggstångssystem, är ett linjärt ställdon som består av ett rakt kugghjul (kuggstången) och ett cirkulärt kugghjul (pinjongen). När pinjongen roterar driver den kuggstången att röra sig linjärt. Denna mekanism används ofta för exakt och repeterbar linjär rörelse, vilket gör den lämplig för tillämpningar i portalsystem.
Funktioner hos kuggstång i portalsystem:
1、Linjär rörelse:
Den primära funktionen hos en kuggstång i ett portalsystem är att omvandla pinjongens rotationsrörelse till linjär rörelse hos kuggstången. Detta är avgörande för att portalen ska kunna förflyttas längs en rak bana.
2、Hög precision och noggrannhet:
Kuggstänger är konstruerade för att erbjuda hög precision och noggrannhet, vilket är avgörande för uppgifter som kräver exakt positionering och repeterbarhet, såsom CNC-bearbetning, 3D-utskrift och automatiserade monteringslinjer.
3、Lastkapacitet:
Kuggstänger kan hantera betydande belastningar, vilket gör dem lämpliga för tunga portalsystem som används i industriella applikationer.
4、Hållbarhet och styrka:
Kuggstänger är tillverkade av robusta material som stål eller härdade legeringar och är hållbara och tåliga mot tuffa driftsförhållanden, inklusive höga belastningar och kontinuerlig drift.
5、Lågt motspel:
Högkvalitativa kuggstänger är konstruerade för att minimera glapp (den lilla rörelse som kan uppstå mellan kugghjulen), vilket förbättrar systemets precision och stabilitet.
7、Hastighet och effektivitet:
Kuggstångssystem kan arbeta med höga hastigheter och erbjuda effektiv kraftöverföring, vilket gör dem lämpliga för dynamiska applikationer där hastighet och respons är viktiga.
8、Underhåll och smörjning:
Korrekt underhåll och smörjning av kuggstänger är nödvändigt för att säkerställa smidig drift och förlänga komponenternas livslängd.
9、Integration med andra system:
Kuggstänger kan enkelt integreras med andra mekaniska komponenter som linjärstyrningar, servomotorer och kodare för att skapa ett komplett och effektivt portalsystem.
10、Anpassningsbarhet:
Kuggstänger kan anpassas vad gäller stigning, längd och material för att möta specifika applikationskrav.
Sammantaget är kuggstänger en viktig komponent i portalsystem och ger tillförlitlig, exakt och effektiv linjär rörelse för en mängd olika industriella tillämpningar.
3. Kuggstångsförlängningsenhet
För att säkerställa en smidigare montering av kopplingsstången rekommenderas det att lägga till en halv tand i varje ände av standardstången. Detta underlättar anslutningen av nästa stång genom att dess halva tänder kan anslutas till hela tänder. Diagrammet nedan illustrerar anslutningen av de två stängerna och hur tandställningen exakt styr stigningspositionen.
Vid sammanfogning av spiralformade kuggstänger kan motsatta tandhållare användas för att uppnå en exakt förbindning.
1. Vid montering av racket rekommenderas det att först låsa hålen på båda sidor av racket och sedan låsa hålen i ordningsföljd enligt fundamentet. Använd en tandmått under monteringen för att noggrant och fullständigt montera rackets lutningsposition.
2. Fäst slutligen positioneringsstiften på båda sidor av racket för att slutföra monteringen.

Tillverkningsanläggning
Vårt företag har en produktionsyta på 200 000 kvadratmeter, utrustat med den mest avancerade produktions- och inspektionsutrustningen för att möta kundernas krav. Dessutom har vi nyligen introducerat en Gleason FT16000 femaxlig fleroperationsmaskin, den största maskinen i sitt slag i Kina, specialdesignad för kugghjulstillverkning enligt samarbetet mellan Gleason och Holler.
- Modulområde: 0,5-42M
- Noggrannhetsklass: 5-10.
- Klass 5, upp till 1000 mm längd i ett stycke
- Klass 6, i längd upp till 2000 mm i ett stycke.
Vi är stolta över att kunna erbjuda exceptionell produktivitet, flexibilitet och kostnadseffektivitet till våra kunder med lågvolymsbehov. Du kan lita på att vi konsekvent levererar högkvalitativa produkter enligt dina exakta specifikationer.




Produktionsflöde

Råvara

Grovkapning

Vändning

Härdning och anlöpning
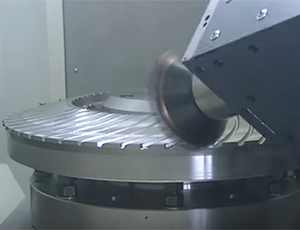
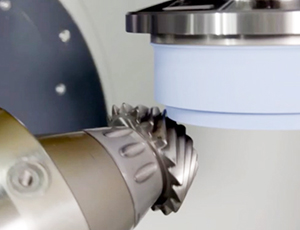
Kuggfräsning
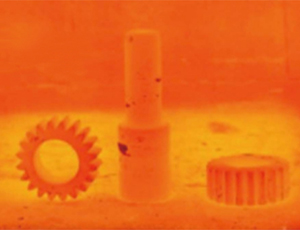
Värmebehandling
Kugghjulsslipning
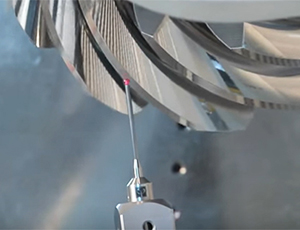
Testning
Inspektion
Vi har investerat i den senaste och mest avancerade testutrustningen, inklusive Brown & Sharpe-mätmaskiner, svenska Hexagon-koordinatmätmaskiner, tyska Mar High Precision Grovhetskonturintegrerade Maskiner, tyska Zeiss-koordinatmätmaskiner, tyska Klingberg-kugghjulsmätinstrument, tyska profilmätinstrument och japanska grovhetsprovare etc. Våra skickliga tekniker använder denna teknik för att utföra noggranna inspektioner och garantera att varje produkt som lämnar vår fabrik uppfyller högsta kvalitets- och precisionsstandarder. Vi strävar efter att överträffa dina förväntningar varje gång.

Paket






